Überkritische Extraktion
Überwiegend können reine Chemikalien je nach vorherrschenden Druck- und Temperaturbedingungen in unterschiedlichen Aggregatzuständen vorliegen. Die Abbildung zeigt das Phasendiagramm von Kohlendioxid (CO2). Anhand dieses Diagramms lässt sich ableiten, welcher Aggregatzustand bei einem bestimmten Druck und einer bestimmten Temperatur vorliegt. Prinzipiell gibt es vier verschiedene Bereiche, in denen Materie in einer einzigen Phase vorkommt: fest (s), flüssig (l), gasförmig (g) und überkritisch (sc). Unter diesen Umständen können Druck und Temperatur ohne Phasenübergang geändert werden. Diese Bereiche sind auf Linien beschränkt, in denen die Verbindung mit zwei verschiedenen Phasen im Gleichgewicht steht.
Die Sublimationskurve stellt die Druck- und Temperaturbedingungen dar, bei denen feste und gasförmige Zustände gleichzeitig vorliegen. Die Koexistenz von fester und flüssiger Phase wird durch die Schmelzkurve dargestellt, während die Verdampfungskurve das Gleichgewicht von gasförmigem und flüssigem Zustand darstellt. Der Schnittpunkt dieser drei Kurven wird Tripelpunkt genannt. Hier herrscht ein Gleichgewicht der Materie im festen, flüssigen und gasförmigen Zustand.
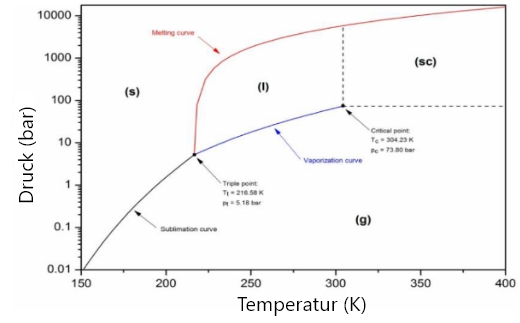
Abbildung 1 – CO2-Phasendiagramm
Während das Lösungsmittel in der überkritischen Phase die Fähigkeit besitzt, wie eine Flüssigkeit zu fließen und abzufangen, kann es aufgrund des Polaritätsunterschieds durch Diffusion in die Zellen in organischen Materialien wie Gas Substanzen lösen und transportieren. Tatsächlich ist dieser Prozess die grundlegende Logik der Extraktion und Isolierung von Materialien, die durch Polaritätsunterschiede von Substanzen getrennt werden können.
Die überkritische Fluidextraktion (SFE) ist eine interessante Alternativtechnik zur herkömmlichen Fest-Flüssig-Extraktion mit organischen Lösungsmitteln. Unter allen überkritischen Flüssigkeiten ist Kohlendioxid das am häufigsten verwendete und am besten geeignete Lösungsmittel für SFE. Vor allem Kohlendioxid weist mäßig kritische Bedingungen auf. Der kritische Punkt von Kohlendioxid liegt bei 31,1 °C kritischer Temperatur und 73,8 bar Druck.
Dadurch kann ein thermischer Abbau von Naturstoffen während des Extraktionsprozesses verhindert werden.
Die Vorteile der Stoffextraktion durch überkritische Extraktion sind folgende:
-
Da es sich um ein vollständig geschlossenes System handelt, wird im System keine Bildung freier Sauerstoffradikale beobachtet, sodass die Qualität des nach dem Prozess erhaltenen Produkts hoch ist.
-
Die Verwendung unpolarer Lösungsmittel in der überkritischen Phase, die Erhöhung ihrer Polarität und die damit verbundene Realisierung des Prozesses ohne die Notwendigkeit von Quellen wie Wärme oder Licht, bietet sowohl Energie- als auch Qualitätsvorteile.
-
Aufgrund der Verwendung von Gasen und insbesondere Kohlendioxid als Lösungsmittel in diesem Prozess entstehen im Endprodukt keine Lösungsmittelrückstände. Dadurch ist sichergestellt, dass völlig reine Extrakte gewonnen werden.
-
Da es sich um ein geschlossenes System handelt, können neben Kohlendioxid auch unterschiedliche Gase oder unterschiedliche modifizierende Lösungsmittel als Träger verwendet werden.
ALS PROBENKRÄUTER
Übersicht über die überkritische Extraktion von Stevia rebaudiana (Bertoni)
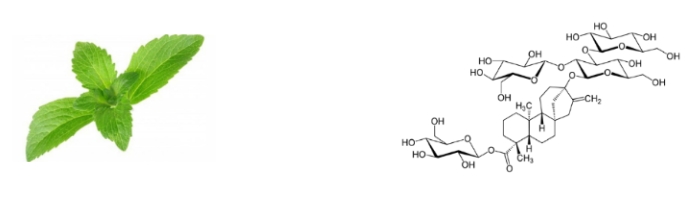
Figur 3- Stevia rebaudiana bertoni und Rebaudiosid Eine molekulare Struktur
Rebaudiosid A ist ein Steviolglycosid, das aus der Pflanze Stevia rebaudiana Bertoni gereinigt wird, die zur Familie der Asteraceae gehört, einer in der südamerikanischen Region beheimateten Pflanzenart. Die Hauptbestandteile der Steviolglykoside in der Steviapflanze sind Steviosid (4–14 %) und Rebaudiosid A (2–4 %), und es gibt nur einen Unterschied zwischen ihnen im Glucosemolekül. Insbesondere Rebaudiosid A, das wichtigste dieser Stevioside, hat eine 250-300-mal süßere Wirkung als der derzeit konsumierte Zucker. Die zytotoxische Wirkung von Steviosid und Rebaudiosid A wurde in HepG2-Zellen als LDH-Aktivität untersucht und bei Konzentrationen von 0,5, 1,0 und 2,0 mg/ml wurde keine zytotoxische Wirkung beobachtet.
Steviol selbst ist ein Aglycon-Diterpen, während Rebaudiosid A und Steviosid glycosidbasierte Strukturen mit diesem Aglycon-Kohlenstoffgerüst sind. Sowohl Rebaudiosid A als auch Steviosid enthalten eine D-Glucosegruppe am C19-Kohlenstoff, und Steviosid verfügt über eine zusätzliche Diglycosylgruppe am C13-Kohlenstoff, während Rebaudiosid A eine Triglycosylzuckergruppe aufweist. Obwohl Steviol allein keine süßende Wirkung hat, steigt das Süßepotenzial mit der Zunahme der angehängten Glukosegruppen. Die Auswirkung der Anwesenheit oder Abwesenheit einer Methylen-Doppelbindung in der Aglyconstruktur von Steviolglycosiden auf den Geschmack wurde untersucht und es wurde festgestellt, dass die Anwesenheit der Methylen-Doppelbindung in der Aglyconstruktur für das Vorhandensein eines süßen Geschmacks erforderlich ist.
Der Gesamtgehalt an Steviolglykosiden in getrockneten Steviablättern beträgt etwa 18 %, davon sind 4 % Rebaudiosid A und die restlichen 14 % andere Steviolglykoside. Das heißt, 20–22 % der gesamten extrahierten Glykoside sind Rebaudiosid A und die restlichen 78–80 % sind andere Steviolglykoside.
| Verfahren | Betriebsbedingungen |
|---|---|
|
Dehydrierte Steviablätter |
Ernte und Blatttrennung |
|
Extraktion |
Extraktion mit heißem (50-60oC) Wasser 2-3 Mal |
|
Verklumpen |
Hinzufügen von Calciumhydroxid und Aluminiumsulfat |
|
Filtration |
Filterpresse |
|
Absorption auf Harz |
Steviolglykoside werden an das Harz adsorbiert und dann mit Hilfe von Alkohol vom Harz getrennt. |
|
Destillation |
Alkoholverdunstung |
|
Ionenaustausch |
Kationen- und Anionenharzmischung |
|
Konzentration |
Wasserentfernung durch Vakuum |
|
Mikrofiltration |
1 Mikron |
|
Sterilisation |
120oC, 1 Minute |
|
Sprühtrockner |
Trockner |
Bei herkömmlichen Verfahren erfolgt die Herstellung von Steviolglykosiden wie in den oben genannten Schritten. Dabei wird neben Ethanol auch das als giftig geltende Methanol eingesetzt. Bei der Kristallisation und Reinigung von Rebaudiosid A wird insbesondere dieser Alkohol verwendet.
Neben konventionellen Methoden wurde auch der Einsatz der überkritischen Extraktion zur Isolierung von Steviolglykosiden in Studien nachgewiesen. Mit maximaler Ausbeute können Steviolglykoside als Gemisch durch Wassermodifikation bei der überkritischen Extraktion gewonnen werden. Im nächsten Schritt ist es möglich, durch Entfärbung und anschließende Wasserverdampfung reine Glykoside zu erhalten.
Der größte Nachteil herkömmlicher Methoden besteht darin, dass sie Schwermetalle wie Arsen und Blei erzeugen. Bei der überkritischen Extraktion spiegelt sich dieser Schwermetalltransport jedoch nicht im Extrakt wider.
Stevia lässt die Machbarkeit überkritischer Flüssigkeiten außer Acht
Stevia hat eine Schüttdichte von 540 kg/m3
SCF-Gesamtextraktionsausbeute 18 %
SCF-Extrakt Reb-A-Gehalt 4 %
|
Extraktorvolumen |
Liter |
2000 |
|
Schüttdichte des Rohmaterials |
kg/m3 |
540 |
|
Menge an Rohstoffen, die in einem einzelnen Prozess verwendet werden |
Kg |
1080 |
|
Dauer des Prozesses |
Std |
2 |
|
Partikelgröße des Rohmaterials |
mm |
1-5 |
|
Gesamtextraktausbeute |
% |
18 |
|
Gesamtertrag Reb-A* |
% |
4 |
|
Täglicher Prozessbetrag |
Einheit |
10 |
|
Menge der täglich verwendeten Rohstoffe |
kg |
10800 |
|
Gesamtmenge an Glykosid, die pro Tag gewonnen wird |
kg |
1944 |
|
Täglich erhaltene Gesamtmenge an Reb-A |
kg |
432 |





EINSATZBEREICHE DER EXTRAKTIONSTECHNOLOGIE ÜBERKRITISCHER KOHLENDIOXIDFLÜSSIGKEITEN